

我们本着及用户之所及,想用户之所想的宗旨不断地拼搏,进取,在此对多年来支持我们的各行各业的新老朋友表示由衷的感谢,在新世纪与各界朋友共同成长壮大,愿我们今后的合作更加愉快!L245NB螺旋管用途多少L245NB螺旋管价格“通过动员,全局上下都深刻认识到了环保督察的性、严肃性。”李成员说,市国土局已行动起来,积极配合环保督察工作。李成员介绍,具体工作中,市国土局将更加重视舆论引导,加强部门协调,认真履行职责,主动承担,积极推动地方委、和有关部门履职尽责,推动落实环境保护政同责、一岗双责。同时,把握政策尺度,好保护环境和发展经济的关系,努力实现二者相互促进、有机统一。市国土局将严格程序规范,边督察边整改,健全长效机制。
在铸造防腐钢管生产流程中,调质处理之前的工艺流程关键是炼铁、铸锭和煅造。这种加工工艺全过程对防腐钢管品质的危害统称为冶金工业要素的危害。这种加工工艺全过程导致的一些缺点因此不易及时处理,直至调质处理时或是调质处理后对铸钢件的特性开展检测时才曝露出去。防腐钢管特性的优劣,虽然与热处理方法息息相关,可是,炼铁、铸锭和煅造对铸钢件特性起着至关重要的功效。没有适当的热处理方法,就不可以使铸钢件的潜在性特性充分调动出去,以至于导致调质处理废料,可是,要是历经冶炼厂、铸锭和煅造生产制造出的铸钢件毛胚有缺点,那么不管怎样的热处理方法都是徒劳无益的这由于很多冶金工业要素导致的缺点如缩松、非金属材料参杂物,煅造内裂等都并不是根据调质处理的方法多方面清除。
故不一样水冷却焊接应力形变在水冷却全过程的转变以及***结果,能够梳理几种状况。一直以来觉得不一样水冷却时,焊接应力造成弯折形变的规律性皆为快冷侧凸,或相对地觉得全是快冷侧凹,不是切合实际存有的多称状况的。长期性生产制造实践经验,冶炼厂和防腐钢管是决策大铸钢件品质水准的主要阶段。调质处理工作人员知道和把握防腐钢管工业要素对铸钢件品质的危害,便于恰当制定热处理方法。就在我国状况而言,大铸钢件的冶炼厂、铸锭和煅造全是和调质处理一块儿在机槭生产厂开展的,这就导致了资源优势,使调质处理工作人员可以立即知道这种冶金工业全过程,而且同这种单位的职工和技术人员一块儿进行共产主义大协作,为不断提升大铸钢件的品质,创新大铸钢件的全部生产工艺流程而拼搏。
防腐钢管寿命受各种因素的综合影响,间隙是其中主要的因素之一。冲裁模的失效形式一般有磨损、变形、崩刃和凹模胀裂,间隙大小主要对模具刃口的磨损及凹模的胀裂产生较大影响。当间隙过小时,垂直冲裁力和侧向挤压力都增大,摩擦力也增大,刃口磨损加快,对模具寿命十分不利。而较大的间隙可使模具刃口和材料间的摩擦减小,有利于提高防腐钢管使用寿命。但是间隙太大时,板料的弯曲拉伸又相应增大,使防腐钢管刃口处的正压力增大,磨损又变严重。凸、凹模磨损后,刃口处形成圆角,冲裁件上会出现不正常的毛剌。此外,口磨钝还将使制件尺寸精度、断面粗糙度降低,冲裁能量增大。因此,为减少模具的磨损、延长模具寿命,在冲裁件质量的前提下,应适当选用较大的间隙值。此外,冲裁间隙的大小还影响冲裁件的翘曲程度。间隙大时,弯矩也大,翘曲也严重。一般通过必要的压料来抑制冲裁时坯料的翘曲变形,也可在冲裁后通过校平工序消除翘曲。
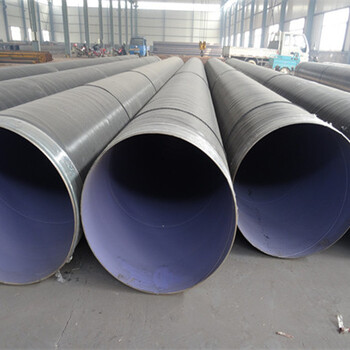
螺旋管将热轧带钢按螺旋形弯曲成形,用埋弧自动焊进行内缝和外缝的焊接制成螺旋管(也称螺旋钢管)。由于以下原因它能广泛地应用于大口径螺旋管的生产中:1:只要改变成形角度,就可以用同一宽度的带钢生产各种口径的钢管;2:因为是连续弯曲成形,所以螺旋钢管的定尺长度不受限制;3:焊缝螺旋形均匀分布在整个螺旋钢管圆周上,所以螺旋管的尺寸精度高,强度也较高;4:易于变更尺寸,适合于小批量、多品种螺旋管的生产。螺旋管的焊缝比直缝管长,如管长为L,则焊缝长度为L/cos(8)长期以来争论不休的螺旋管与直缝管,特别是与UOE钢管相比谁更的问题。该钢管制造技术发展到今天,我们应该全面地、正确地进行评价和比较,重新认识该钢管焊缝较长的问题。由于缺陷与焊缝相平行,故对螺旋管来说,其焊缝的缺陷为“斜缺陷”。在使用过程中,该钢管的主应力方向,即钢管轴线方向的当量缺陷长度比直缝管小;其次,由于管线钢均为轧制钢板,冲击韧性有较大的各向异性,顺轧制方向的CVN值可比垂直于轧制方向的CVN值高3倍。直缝管所受的主应力恰恰垂直于管材抗冲击能力***的方向,而螺旋钢管则错开了管材抗冲击能力***的方向,使螺旋钢管焊缝长的劣势转变成优势。
螺旋钢管焊接方式为埋弧焊;成型工艺,前摆式断续生产;机组速度,0.5--3m/min;焊接速度,0.5--3m/min。机组由开卷机、矫正机、对中装置、液压剪、铣焊机、圆盘剪、铣边机、板面清扫设备、递送机、板边预弯设备、成型机、内焊、外焊、飞边、拨出、倒渣、补焊、平头倒棱、水压检验、成品检验、除油收集组成。螺旋钢管的埋弧焊接全过程如下:螺旋钢管-埋弧焊的原理:埋弧焊是利用电弧热能进行焊接的,与手工焊条电弧焊不同的是:埋弧焊的焊丝是裸露的,上面没有涂料,埋弧焊的确焊剂是预先铺在待焊处的,埋弧焊焊丝伸入焊剂中,电弧是在焊剂下燃烧的。焊丝与工件接触,按下启动按动钮后,焊丝与工件通电的瞬间,焊丝回抽,电弧引燃,焊接小车向前进,焊丝连续下向输送,维持电弧在焊剂层下燃烧,在电弧下方形成焊接熔池。在电弧周围,焊剂熔化形成一个空洞,。这个空洞和熔池不断前进,而熔池后方的金属凝固,形成连续的焊缝。这个过程由于是在焊剂下进行的,因此,我们用肉眼是看不到的。借助于X射线摄影可以看到。
庆阳螺旋钢管,保温螺旋管批发代理
更新时间:2024-03-30 05:03:27






收藏
举报
价格
¥3550
起批量
≥ 1件
供应商
甘肃鑫伯巨物资有限公司
所在地
甘肃省兰州市西固区环行西路鑫港物流园5号楼313