产品别名 |
CNC零件加工 |
面向地区 |
机加工工艺规程是规定零件机加工工艺过程和操作方法等的工艺文件之一,它是在具体的生产条件下,把较为合理的工艺过程和操作方法,按照规定的形式书写成工艺文件,经审批后用来指导生产。机械加工工艺规程一般包括以下内容:工件加工的工艺路线、各工序的具体内容及所用的设备和工艺装备、工件的检验项目及检验方法、切削用量、时间定额等。
数控加工(numericalcontrolmachining),是指在数控机床上进行零件加工的一种工艺方法,数控机床加工与传统机床加工的工艺规程从总体上说是一致的,但也发生了明显的变化。
用数字信息控制零件和刀具位移的机械加工方法。它是解决零件品种多变、批量小、形状复杂、精度高等问题和实现化和自动化加工的有效途径。机床的受控动作大致包括机床的起动、停止;主轴的启停、旋转方向和转速的变换;进给运动的方向、速度、方式;刀具的选择、长度和半径的补偿;刀具的更换,冷却液的开起、关闭等。
数控技术起源于航空工业的需要,20世纪40年代后期,美国一家直升机公司提出了。
数控机床的初始设想,1952年美国麻省理工学院研制出三坐标数控铣床。50年代中期这种数控铣床已用于加工飞机零件。60年代,数控系统和程序编制工作日益成熟和完善,数控机床已被用于各个工业部门,但航空航天工业始终是数控机床的大用户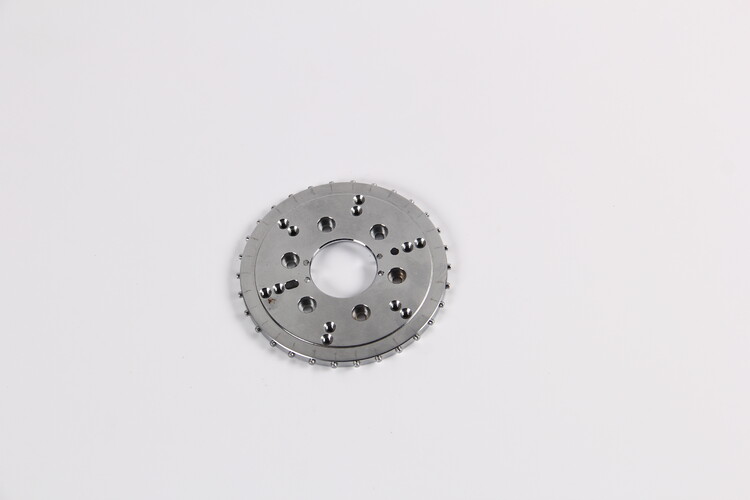
能力强:机床能加工各种轮廓,而有些轮廓在普通机床上无法加工。数控机床特别适合以下场合:
1、不许报废的零件。
2、新产品研制。
3、急需件的加工。
数控加工程序编制方法有手工(人工)编程和自动编程之分。手工编程,程序的全部内容是由人工按数控系统所规定的指令格式编写的。自动编程即计算机编程,可分为以语言和绘画为基础的自动编程方法。但是,无论是采用何种自动编程方法,都需要有相应配套的硬件和软件。
数控加工的特点对夹具提出了两个基本要求:一是要夹具的坐标方向与机床的坐标方向相对固定;二是要协调零件和机床坐标系的尺寸关系。除此之外,还要考虑以下几点:
1、当零件加工批量不大时,应尽量采用组合夹具、可调式夹具及其他通用夹具,以缩短生产准备时间、节省生产费用。
2、在成批生产时才考虑采用夹具,并力求结构简单。
3、零件的装卸要快速、方便、可靠,以缩短机床的停顿时间。
4、夹具上各零部件应不妨碍机床对零件各表面的加工,即夹具要开敞,其定位、夹紧机构元件不能影响加工中的走刀(如产生碰撞等)。
最近来访记录