关键词 |
供应热镀锌钢管,黔东南热镀锌钢管,热镀锌钢管厂家批发,热镀锌钢管厂家批发 |
面向地区 |
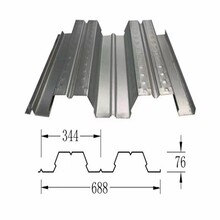
公称壁厚:mm2.0、2.5、2.8、3.2、3.5、3.8、4.0、4.5;
系数:c1.064、1.051、1.045、1.040、1.036、1.034、1.032、1.028。
注:钢材力学性能是钢材终使用性能(机械性能)的重要指标,它取决于钢的化学成分和热处理制度。在钢管标准中,根据不同的使用要求,规定了拉伸性能(抗拉强度、屈服强度或屈服点、伸长率)以及硬度、韧性指标,还有用户要求的高、低温性能等。镀锌管钢的牌号:Q215A;Q215B;Q235A;Q235B
试验压力值/Mpa:D10.2-168.3mm为3Mpa;D177.8-323.9mm为5Mpa.
工艺流程为:黑管——碱洗——水洗——酸洗——清水漂洗——浸助剂——烘干——热浸镀锌——外吹——内吹——空冷——水冷——钝化——水漂洗——检验——称重——入库。
①抗拉强度(σb):试样在拉伸过程中,在拉断时所承受的大力(Fb),除以试样原横截面积(So)所得的应力(σ),称为抗拉强度(σb),单位为N/mm2(MPa)。它表示金属材料在拉力作用下抵抗破坏的大能力。式中:Fb--试样拉断时所承受的大力,N(牛顿); So--试样原始横截面积,mm2。
镀锌钢管连接方式:螺纹,焊接。
滚槽方式连接
(一)滚槽焊缝开裂
1、将管口压槽部分的内壁焊筋磨平,减少滚槽阻力。
2、调整钢管与滚槽设备的轴心,并要求钢管与滚槽设备水平。
3、调整压槽速度,压槽成型时长不能超过规定,均匀、缓慢施力。
(二)滚槽钢管断裂
1、将钢管管口压槽部分内壁焊筋磨平,减少滚槽阻力。
2、调整钢管与滚槽设备的轴心,要求钢管与滚槽设备水平。
3、调整压槽速度,压槽速度不能超过规定,均匀、缓慢施力。
4、检查滚槽设备的支撑辊与压力辊的宽度和型号,是否存在两辊尺寸不相匹配而造成咬合现象。
5、用游标卡尺检查钢管的沟槽是否规定。
(三)滚槽机滚压成型的沟槽应符合下列要求
1、管端至沟槽段的表面应平整无凹凸、无滚痕。
2、沟槽圆心应与管壁同心,沟槽宽度、深度应符合要求,并检查卡箍件型号是否正确。
3、在橡胶密封圈上涂抹润滑剂并检查橡胶密封圈是否有损伤,润滑剂不得采用油润滑剂。
焊接式连接
1、镀锌钢管管口对接后不在一条直线和钢管存在斜口的问题,建议将钢管管头截掉一小段儿后再进行加工。
2、镀锌钢管管口对接后出现两支管口对接不严现象,导致焊口薄厚不均匀;以及钢管由于本身原因或运输磕碰,造成管口椭圆,建议将钢管管头截掉一小段儿后再进行加工。
3、镀锌钢管管口对接后,管口部位出现砂眼:
4、焊接时由于技术原因造成。
5、管口存在锌瘤,造成焊接困难和砂眼问题,对锌瘤过大、过多管进行简单的锌瘤去除处理。
在拉伸试验中,试样拉断后其缩径处横截面积的大缩减量与原始横截面积的百分比,称为断面收缩率。以ψ表示,单位为%。计算公式如下:
式中:S0--试样原始横截面积,mm2; S1--试样拉断后缩径处的少横截面积,mm2。