关键词 |
从事圆管立柱焊接,福州圆管立柱焊接,哪里有圆管立柱焊接,有没有圆管立柱焊接 |
面向地区 |
焊接环境温度低于0度,且不低于-10度时,应将组拼缝焊接区各方向大于或等于二倍钢板厚度且不小于100mm范围内的母材,加热到20度以上后方可施焊;当母材低预热温度20度时应按较高预热温度进行预热。
焊接时严格遵守具体项目的焊接工艺规程,控制道间温度,以达到减少焊接应力和变形,整体组拼焊接时可采用“C”型夹等措施以减少焊接变形。焊接过程中需持续观察焊接状态及焊缝质量,出现异常时及时调整。每道焊缝厚度不宜大于5mm,每道焊缝宽度不宜大于15mm。5.9单道焊缝无法满足焊缝尺寸要求时,需采用多层多道焊,并严格控制层间温度,其层间温度不应低于低预热温度,也不应230C。
不锈钢无缝钢管分类:无缝钢管分无缝钢管和焊接钢管(有缝管)两大类。按截面形状可分为方形和矩形管。圆形钢管应用广泛,但也有一些异形钢管,如半圆形、六边形、等边三角形和八边形。对于承受流体压力的不锈钢管,应进行水压试验,检查其耐压性和质量,并且在规定的压力下不得发生泄漏、润湿或膨胀,部分钢管应根据标准或要求的侧面进行边缘试验、火焰试验、平板试验。
毛刺是在焊接状态下加热到熔化状态的电流,受压辊横向压缩时的压缩力的影响,多余的金属和氧化物会在焊缝上部积累,在外表面形成毛刺。除了重力,其他多余的金属和氧化物也会沿着钢管的轴线向内凹陷,形成内部毛刺。
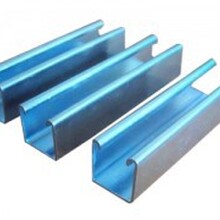
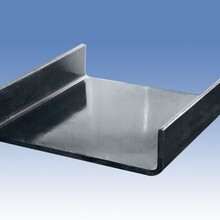
不锈钢立柱的款式非常之多,因为不锈钢立柱的制作是由钢板通过超的切割设备切割而成,因此不锈钢立柱可以切割形成不一样的形状与款式,常见的几种款式有管型立柱、扁型立柱以及异型立柱等类型,这是根据不锈钢立柱的柱身形状而划分的,不同款式的立柱有着不一样的特点与美感,因此消费者们可以根据自己的审美进行相对应的挑选,一定可以让消费者们找到满意的不锈钢立柱。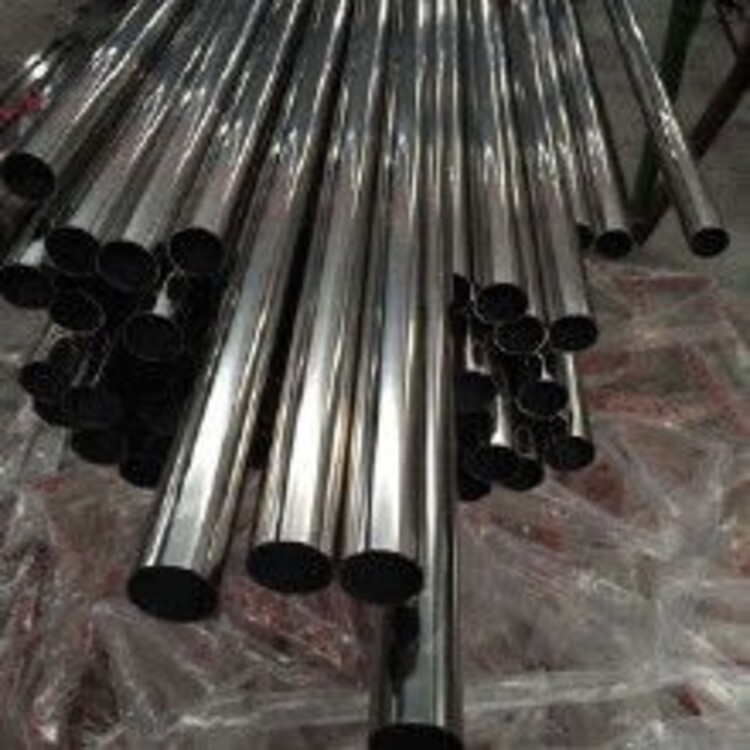
不锈钢产品大多使用焊接连接部件,焊接质量的好坏直接影响了不锈钢立柱的质量,应严格控制焊接部位的相对位置尺寸,合格后方准焊接,焊接时精心操作.另外为防止裂纹产生,应选择适合的焊接工艺参数和焊接程序,避免用大电流,不要突然熄火,焊缝接头应搭接10~15mm, 焊接部位刷洗干净,焊接过程中选择适当的焊接电流,降低焊接速度,使熔池中的气体完全逸出.
| 主营行业:抗震支架 |
| 公司主营:光伏支架,管廊托臂,抗震支架,型钢 |
| 采购产品:紧固件,铰连接,螺丝 |
| 主营地区:全国 |
| 企业类型:私营股份有限公司 |
| 公司成立时间:2020-11-03 |
| 经营模式:贸易型 |
| 公司邮编:301600 |
太原本地圆管立柱焊接热销信息